Ngày xuất bản: tháng 5. 10. 2016
Tính chất của vít với điều trị bề mặt đặc biệt

Tính chất của vít với điều trị bề mặt đặc biệt
So sánh lực dọc trục được tạo ra bởi sự khác biệt của xử lý bề mặt
| Xử lý bề mặt |
Siết chặt mô-men xoắn (N ・ m) |
Nhấn mạnh (N / mm2) |
Lực dọc trục (kN) |
|---|---|---|---|
| Không xử lý bề mặt |
5 | 146 | 2,3 |
| Lớp phủ flo |
5 | 317 | 5.0 |
| Lớp phủ disulfide molypden | 5 | 425 | 6.7 |
| Điều trị bằng crôm đen ở nhiệt độ thấp |
5 | 584 | 9,2 |
| Lớp phủ PTFE |
5 | 552 | 8,7 |
| Lớp phủ vàng |
5 | 273 | 4.3 |
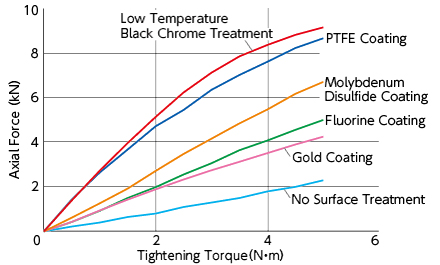
Mẫu thử nghiệm : Vít nắp đầu ổ cắm hình lục giác bằng thép không gỉ M5 × 25
Xếp hạng độ bền kéo : A2-70
- Giá trị trong biểu đồ chỉ để tham khảo. Chúng không được bảo đảm giá trị.
- Độ giãn dài vĩnh viễn 0,2% của cấp độ bền kéo A2 - 70 là 450N / mm2. Nên sử dụng lực dọc trục mà ứng suất trong quá trình siết là 70% hoặc thấp hơn 0,2% độ bền.
Nguyên nhân của hiện tượng se và dính bao gồm nhiệt do ma sát sinh ra trên bề mặt ren trong quá trình siết.
Có thể khẳng định từ các kết quả thử nghiệm trên rằng việc giảm hệ số ma sát trên bề mặt ren bằng cách xử lý bề mặt đặc biệt sẽ đạt được lực dọc trục cao hơn so với vít không được xử lý bề mặt chịu cùng một mômen siết. Nhờ đó, có thể triệt tiêu nhiệt ma sát với mômen siết nhỏ hơn để tránh hiện tượng co giật và bám dính.
So sánh hệ số phản xạ quang phổ được tạo ra bởi sự khác biệt của xử lý bề mặt
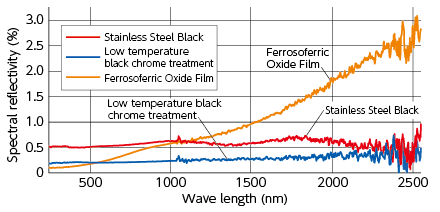
Độ phản xạ quang phổ của xử lý crôm đen nhiệt độ thấp và đen thép không gỉ là cực kỳ thấp và tối ưu cho các thiết bị quang học yêu cầu ngăn chặn sự phản xạ không đều.

Mẹo kỹ thuật HINTS cho Ý TƯỞNG MỚI
Ví dụ để giúp bạn giải quyết bất kỳ vấn đề nào bạn có thể gặp phải.

Dữ liệu kỹ thuật
Khác
Công cụ máy móc
Thiết bị sản xuất chất bán dẫn
Máy móc thực phẩm
Quy trình sản xuất ô tô
Thiết bị y tế
Thiết bị FA
Dữ liệu kỹ thuật
Vít đặc biệt